


Tüm ürünler
-
 Mattİyi bir işbirliği!
Mattİyi bir işbirliği! -
MauraTitanyum tüplerin, güvenilir ortağın uygulanması için profesyonel çözümler sağlayabilir.
İlgili kişi :
Angela
Telefon numarası :
86-512-58715276
Naber :
+8615895686919
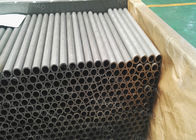
34MnB5 26MnB5 Kaynaklı Yuvarlak Tavlı Çelik Boru Kram Mili Sabitleyici Bar



| Menşe yeri | Jiangsu |
|---|---|
| Marka adı | Hongbao |
| Sertifika | TS16949, ISo9001 |
| Model numarası | HBWS-001 |
| Min sipariş miktarı | 2mt |
| Fiyat | Negotiable |
| Ambalaj bilgileri | Ambalaj: Tahta sandıklar |
| Teslim süresi | Pazarlık |
| Yetenek temini | 800mt / Ay |

Ücretsiz numune ve kuponlar için bana ulaşın.
Naber:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
Herhangi bir endişeniz varsa, 24 saat çevrimiçi yardım sağlıyoruz.
xÜrün ayrıntıları
| Malzeme | 26MnB5 | uzunluk | Rastgele veya sabit uzunluk |
|---|---|---|---|
| şekil | yuvarlak | Teknik | Dikişsiz veya kaynaklı |
| Standart | EN10305-1, EN10305-2 vb. | ad | yuvarlak boru kaynağı |
| Vurgulamak | kaynaklı çelik boru,soğuk çekilmiş kaynaklı borular |
||
Ürün Açıklaması
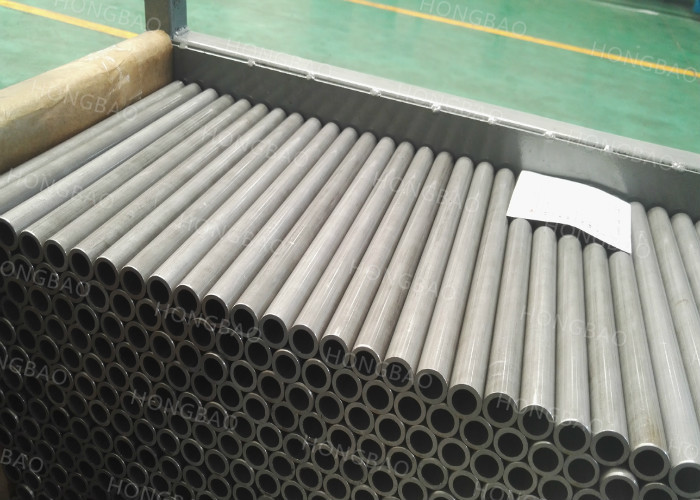
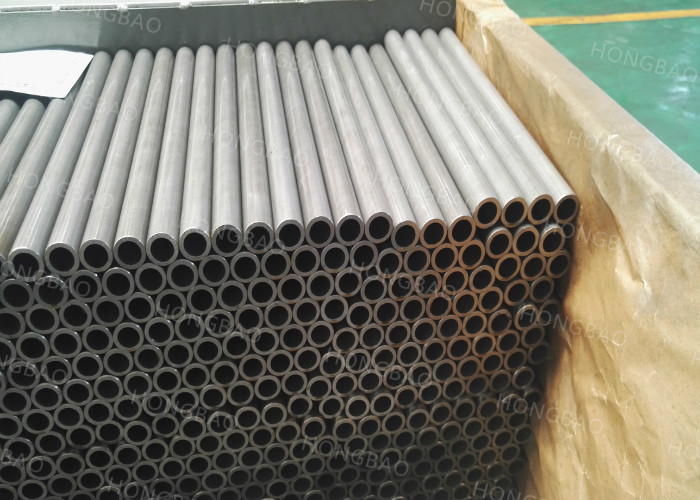
34MnB5 26MnB5 Kaynaklı Yuvarlak Tavlı Çelik Boru Kram Mili Sabitleyici Bar
Karbon Çelik EN 10305 E235, E215, E275 ve E355 Dikişsiz Boru, yumuşak çelik borular ve borular olarak da bilinir.EN 10305 Sınıf E235, 215, E355 Borular, maksimum% 017 karbon içeriğine sahip düşük maliyetli Düşük Karbonlu Çelik Borulardır. % 120 manganez kolay şekillendirilir ve şekillendirilir.Bu borular EN Spesifikasyonuna göre üretilir ve ticari olarak cs borular veya ms borular olarak adlandırılır.Düşük Karbonlu Çelik Borular, yüksek karbonlu çelik borular kadar sert değildir, ancak karbonlama yüzey sertliğini artırabilir.
Tam uygulama gereksinimlerini karşılamak için müşterilerimiz bunları farklı boyutlarda, boyutlarda ve özelliklerde kullanabilirler.Ulusal ve uluslararası hammadde kalitesi açısından, bu boruları da siz değerli müşterilerimizin özel taleplerine göre özel ebat ve kalınlıklarda pazar lideri fiyatlarla sunuyoruz.
Ürün Özellikleri:
- Korozyona dayanıklı
- Doğru boyutlar
- Yüksek basınç ve sıcaklık yüküne dayanabilir
- Paslanmaya dayanıklı kaplama
- Flanş kalınlığından boruya sorunsuz geçiş
- Mükemmel gerilim dağılımı sağlayın
KarbonhidratÇelik üzerine EN 10305 E235, E215, E275 ve E355 Dikişsiz Boru, yumuşak çelik borular ve borular olarak da bilinir.EN 10305 Sınıf E235, 215, E355 Borular, maksimum% 017 karbon içeriğine sahip düşük maliyetli % 120 manganez kolay şekillendirilir ve şekillendirilir.Bu borular EN Spesifikasyonuna göre üretilir ve ticari olarak cs borular veya ms borular olarak anılır.Düşük Karbonlu Çelik Borular, yüksek karbonlu çelik borular kadar sert değildir, ancak karbonlama yüzey sertliğini artırabilir.
Tam uygulama gereksinimlerini karşılamak için müşterilerimiz bunları farklı boyutlarda, boyutlarda ve özelliklerde kullanabilirler.Ulusal ve uluslararası hammadde kalitesi açısından, bu boruları da siz değerli müşterilerimizin özel taleplerine göre özel ebat ve kalınlıklarda pazar lideri fiyatlarla sunuyoruz.
Ürün Özellikleri:
- Korozyona dayanıklı
- Doğru boyutlar
- Yüksek basınç ve sıcaklık yüküne dayanabilir
- Paslanmaya dayanıklı kaplama
- Flanş kalınlığından boruya sorunsuz geçiş
- Mükemmel gerilim dağılımı sağlayın
Standart Özellikler:
| Boyut / Standart: | EN 10305 E235, E215, E275 ve E355 |
Malzeme sınıfı :
| Karbon çelik : Sınıf: WPB, WPBW, WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 ve WPHY 70 |
Standart hassas borular için çelik kaliteleri
| EN 10305-1 | E215, E235, E255, E355, E410, 26Mn5, 26Mo2 C35E, C45E, 25CrMo4, 42CrMo4;25CrMo4 EN'e göre çelik kaliteleri için markalama sistemi |
| ASTM 519 SAE |
1008, 1010, 1012, 1015, 1016, 1017, 1018, 1019, 1020, 1021, 1022, 1025, 1026, 1030, 1035, 1040, 1045, 1050, 1518, 4130, 4140, 4142, 8617 |
| JIS G3445 | STKM11A, STKM12A, STKM12B, STKM12C, STKM13A, STKM13B, STKM13C, STKM14A, STKM14B, STKM14C, STKM15A, STKM15C, STKM16A, STKM16C, STKM17A, STKMA17C, STKM16C, STKM17A, STKMA17C, |
Standart hassas boruların doğruluğu
| Tüplerin düzlüğü, tüplerin mekanik özelliklerinden etkilenir.Akma noktası ReH <= 500 MPa olan malzeme için doğrusallık maksimum boru uzunluğunun 0,0015 katıdır, bir metre uzunluk için izin verilen düzlük 1,5 milimetredir.Akma noktası ReH> 500 MPa olan malzemeler için, tüpün tüm uzunluğu için izin verilen düzlük, tüp uzunluğunun 0,0020 katıdır, bir metrelik izin verilen düzlük 2 milimetredir. |
Teslimat durumu ve hassas tüp yüzeyi
| Hassas borular, aşağıdaki tabloda gösterilen koşullarda sağlanır.EN 10305-1'e göre ısıl işlem için işaretlenmiştir. |
| + C | Soğuk çekilmiş / sert. Son soğuktan sonra ısıl işlem yapılmaz. |
| + LC | Soğuk çekilmiş / yumuşak.Son ısıl işlemin soğuk çekmeyi takip etmesinden sonra hafif bir bitirme geçişi vardır. |
| + SR | Soğuk çekilmiş ve gerilim giderme tavlı.Son soğuk çekme işleminden sonra, borular kontrollü bir atmosferde tavlanır. |
| + A | Tavlı.Son soğuk çekme işleminden sonra borular kontrollü bir atmosferde tavlanır. |
| + N | Normalleştirildi. Son soğuk çekme işleminden sonra borular kontrollü bir atmosferde tavlanır. |
Kimyasal bileşim:
| Kimyasal bileşim (döküm analizi): | |||||||
| Çelik sınıfı | kütlece% | ||||||
| Çelik adı | Çelik numarası | C | Si | Mn | P | Sb | AI |
| maks. | maks. | maks. | maks. | maks. | min. | ||
| E215 | 1.0212 | 0.10 | 0.05 | 0.70 | 0.025 | 0.025 | 0.025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0.025 | 0.025 | - |
| E355C | 1.0580 | 0.22 | |||||
Teslim şartları
+ C - soğuk çekilmiş / sert
+ LC - soğuk çekilmiş / yumuşak
+ SR - soğuk çekilmiş ve gerilim giderilmiş
+ A - tavlanmış
+ N - normalleştirilmiş
Teslim şartları:
| Tanımlama | Sembol | Açıklama |
| Soğuk bitmiş (zor) | BK | Borular, son soğuk şekillendirmenin ardından ısıl işleme tabi tutulmaz ve bu nedenle deformasyona karşı oldukça yüksek bir dirence sahiptir. |
| Soğuk bitmiş (yumuşak) | BKW | Son ısıl işlemi, sınırlı deformasyon içeren soğuk çekme izler.Uygun ileri işlemler, belirli bir dereceye kadar soğuk şekillendirmeye izin verir (örneğin, bükme, genişletme). |
| Soğuk işlenmiş ve stresi azaltmış | BKS | Son soğuk şekillendirme işleminden sonra ısıl işlem uygulanır.Uygun işleme koşullarına tabi olarak, kalan artık gerilmelerdeki artış, hem şekillendirmeyi hem de belirli bir dereceye kadar işlemeyi mümkün kılar. |
| Tavlı | GBK | Son soğuk şekillendirme sürecini, kontrollü bir atmosferde tavlama izler. |
| Normalleştirilmiş | NBK | Son soğuk şekillendirme sürecini, kontrollü bir atmosferde üst dönüşüm noktasının üzerinde tavlama izler. |
Malzeme: E235, E355
Görünüm:
Boruların iç ve dış yüzey kaplaması, imalat işlemine ve uygulanabildiği yerde ısıl işlem için tipik olacak ve pansuman gerektiren çıkıntılar, çukurlar veya sığ oluklar gibi yüzey kusurlarının tanımlanabileceği şekilde olacaktır.
Belirtilen minimum duvar kalınlığını aşan yüzey kusurları kusur olarak kabul edilecek ve bunları içeren tüpler EN 10305'in bu bölümüne uygun olarak kabul edilmeyecektir.
+ C, + LC teslimat koşullarında iç yüzey pürüzlülüğü 4um'den fazla değildir
+ SR, + A, + N, + C, + LC teslimat koşullarında dış yüzeyin pürüzlülüğü 4um'den fazla değildir
Tüp OD: 4-30mm, WT: 0.5-10mm
Teslimatta yüzey işleme: Yağlı, siyah fosfatlı, çinko kaplı
Uygulama: otomotiv, araç, genel mühendislik endüstrileri.
Her bir boru parçası, yüksek temizlik için yüksek basınçla yıkanır
Her bir boru ucu parçası plastik kapaklarla kapatılır
Her bir tüp parçası standart, boyut ve durumla mürekkeple işaretlenmiştir
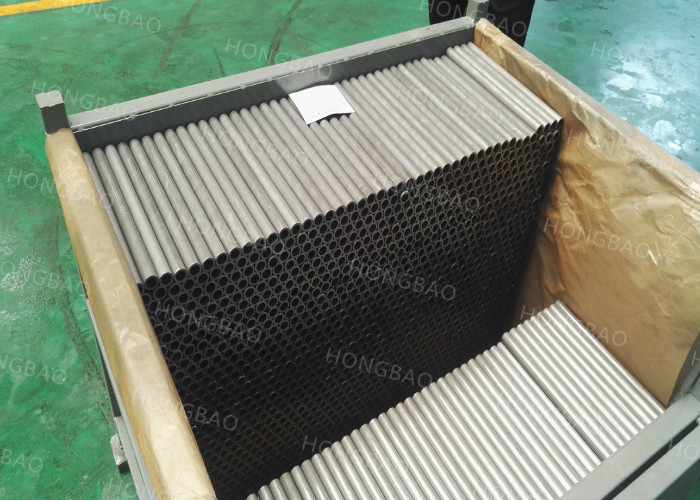
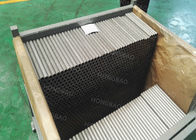
Tahta sandık ambalajı
Uygulamalar: otomobil endüstrisi / makine kullanımı / yağ silindiri tüpü / motosiklet amortisörü / otomatik amortisör / iç silindir / teleskopik silindirler / kriko kaldırma sistemi / hidrolik silindirler için
Görünüm:
Boruların iç ve dış yüzey kalitesi pürüzsüzken Kaynak Dikişi bir şekilde görünmez veya somut değildir.
Ra≤4μm pürüzlülüğe sahip ID yüzeyi, Ra≤0.8μm'ye ulaşabileceğimiz en iyi ID pürüzsüzlüğü
PO'dan önce alıcı tarafından talep edilirse iç yüzey ölçülebilir ve raporlanabilir.
Çelik Kalitesi Temini:
E155, E195, E235 E275, E355
Dağıtım durumu:
+ C, + LC, + SR, + A, + N
Üretim yöntemi:
DOM, ERW + soğuk çekilmiş
| Tanımlama | Sembol | Açıklama |
| Soğuk çekilmiş / sert | + C | Isıl işlemsiz, soğuk çekme işlemi bittikten sonra |
| Soğuk çekilmiş / yumuşak | + LC | Son ısıl işlemden sonra uygun çizim |
| Soğuk çekilmiş ve tavlanmış | + SR | Son soğuk çekme işleminden ve kontrollü bir atmosferde tavlama ısıl işleminden sonra |
| Tavlı | + A | Son soğuk çekme işleminden sonra borular kontrollü atmosferde tavlanır. |
| Normalleştirilmiş | + N | Son soğuk çekme işleminden sonra borular kontrollü bir atmosferde normalize edilir. |
Oda sıcaklığında mekanik özellikler
| Çelik sınıfı | Teslimat durumuna bağlı olarak maksimum değerler | |||||||||||
| + C | + LC | + SR | + A | + N | ||||||||
| Çelik sembolü | Rm MPa | A% | Rm MPa | A% | Rm MPa | ReH Mpa | A% | Rm MPa | A% | Rm MPa | ReH Mpa | A% |
| E155 | 400 | 6 | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 do 410 | 155 | 28 |
| E195 | 420 | 6 | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 do 440 | 195 | 28 |
| E235 | 490 | 6 | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 do 480 | 235 | 25 |
| E275 | 560 | 5 | 510 | 8 | 510 | 375 | 12 | 390 | 21 | 510 do 550 | 275 | 21 |
| E355 | 640 | 4 | 590 | 6 | 590 | 435 | 10 | 450 | 22 | 490 yap 630 | 355 | 22 |
Kimyasal bileşim (pota analizi)
| Çelik sınıfı | kütlenin yüzdesi | ||||
| Çelik sembolü | C max | Si max | Mn max | P max | S max |
| E155 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
DOM, ilk inşa edildikten sonra boruya uygulanan bir işlemdir.Eksiz olarak adlandırılır, ERW borularda dikişsiz işlem yöntemi yapıldığı söylenebilir, Bu nedenle boruların yüksek mukavemetli, yüksek kalitede olacağı söylenebilir. E195 E235 E275 E355 1020 1026 ve benzeri .DOM boruları genellikle otomobil parçalarında kullanılır.
Çelik Sınıfı ve Kimyasal Bileşimler
| Çelik Sınıfı | C | Si | Mn | P | S | |
| Çelik Adı | Çelik Numarası | max | max | max | max | max |
| E155 | 1.0033 | 0.11 | 0.35 | 0.70 | 0.025 | 0.025 |
| E195 | 1.0034 | 0.15 | 0.35 | 0.70 | 0.025 | 0.025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0.025 | 0.025 |
| E275 | 1.0225 | 0.21 | 0.35 | 1.40 | 0.025 | 0.025 |
| E355 | 1.0580 | 0.22 | 0.35 | 1.60 | 0.025 | 0.025 |
aRm: gerilme mukavemeti;ReH: üst akma dayanımı;A: kırılmadan sonra uzama
b 1Mpa = 1N / mm2
c Bitirme geçişindeki soğuk işin derecesine bağlı olarak akma dayanımı neredeyse gerilme mukavemeti kadar yüksek olabilir.
Hesaplama amacıyla aşağıdaki ilişkiler önerilir:
teslimat koşulu için + C: ReH ≥0,8 Rm
teslimat koşulu için + LC: ReH ≥0,7 Rm
d Hesaplama amaçları için aşağıdaki ilişki önerilir: ReH≥0.5Rm
Üretim süreci:
Soğuk pilger makinesi ve Soğuk haddeleme makinesi ile soğuk haddeleme
Boyut: 20-350mm
1. Standart:
EN10305-2 Soğuk Çekilmiş Hassas Dikişsiz Çelik Borular
2. Çelik Sınıfı:
E155, E195, E235, E275, E355, müşterilerle yapılan anlaşma üzerine diğer malzemeler.
3. Üretim yöntemi:
OD ve WT toleransında yüksek doğruluğa ulaşmak için kaynaklı çelik borular üzerine soğuk çekme
4. Boyut aralığı:
OD: 20-350mm WT: 1-35mm L: max12000mm
5. Ambalaj:
Altıgen Paketlerde, paslanmaya karşı korumalı, denize uygun ambalajlı
6. Durumu sunun:
1).+ C Son soğuk çekme işleminden sonra ısıl işlem yok
2).+ LC Son ısıl işlemden sonra uygun bir çekme pasosu vardır
3).+ SR Son soğuk çekme işleminden sonra kontrollü bir atmosferde stres giderici bir ısıl işlem vardır.
4).+ A Son soğuk çekme işleminden sonra borular kontrollü bir atmosferde tavlanır
5).+ N Son soğuk çekme işleminden sonra borular kontrollü bir atmosferde normalize edilir
Önerilen Ürünler